
4 Compétence F 62 
4.1 Généralités
Acquérir la compétence

La compétence du responsable QSE est le résultat de divers facteurs. Dans la figure 4-1 est montré le processusactivités qui transforment des éléments d'entrée en éléments de sortie (voir aussi ISO 9000, 3.4.1) acquérir la compétence du responsable QSE. .jpg)
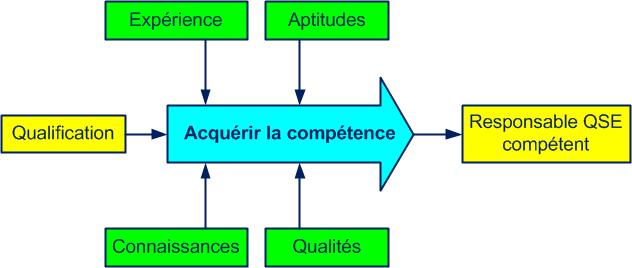
Figure 4-1. Le processus acquérir la compétence du responsable QSE
Compétence : aptitudes, connaissances et expériences personnelles
La compétence du responsable QSE est améliorée en permanence grâce à :
- l’éducation individuelle
- la formation continue et
- l’expérience professionnelle sur le terrain
L’imagination compte plus que le savoir. Albert Einstein
Domaines de compétence dans lesquels le responsable QSE excelle :
- penser système (comprendre la différence entre un système et des éléments tels que structure, politique, processus)
- toujours prendre en compte toutes les parties prenantes
- transmettre ses connaissances
- communiquer en toute clarté sur :
- la vision
- la stratégie
- la politique et
- les objectifs
- distinguer :
- une cause commune (inhérente au système comme défaut, erreur, gaspillage) d’une cause spéciale de variation (comme mesure statistique en dehors des limites, dysfonctionnement d’une machine). Cela permet :
- de voir les tendances là où il y en a vraiment
- d’attribuer a priori les problèmes au système et non aux individus
- de saisir des opportunités d’amélioration du système
- l’opinion du fait
- la modification de l’amélioration (l’amélioration est une modification à un niveau supérieur)
- les facteurs motivants des facteurs démotivants
- les attentes implicites des attentes explicites du client
- une cause commune (inhérente au système comme défaut, erreur, gaspillage) d’une cause spéciale de variation (comme mesure statistique en dehors des limites, dysfonctionnement d’une machine). Cela permet :
Un laboratoire pharmaceutique génère 500 kg/mois de déchets dangereux (solvants, produits chimiques), avec des risques de :
• non-conformité réglementaire (règlementation ADR, REACH)
• pollution accidentelle (fuites, mauvais stockage)
• coûts élevés de traitement (15 000 €/an)
Actions correctives proposées :
• tri à la source : mise en place de conteneurs dédiés par type de déchet
• formation des équipes à la gestion des déchets dangereux
• partenariat avec un prestataire certifié pour le traitement des déchets
• mise en place d’un tableau de bord pour suivre les quantités de déchets
• audit annuel par un organisme agréé
Résultats obtenus :
• réduction de 40 % des déchets dangereux en 2 ans
• conformité totale aux réglementations ADR et REACH
• économie de 25 % sur les coûts de traitement
4.2 Qualification
Les études du responsable QSE
Le responsable QSE a fait des études supérieures (de BAC + 3 à BAC + 6).
Maintenant on peut se réjouir sur l’embarras du choix des nombreux diplômes (licence, master) intégrant la démarche QSEqualité, sécurité, environnement délivrés par une grande partie des Universités ou écoles d’ingénieurs et de commerce.
Une usine de transformation de produits laitiers a un taux de rebut de 8 % (yaourts, fromages), dû à :
• variabilité des matières premières
• mauvaise maîtrise des processus (températures, temps de fermentation)
• contrôles qualité insuffisants
Actions correctives proposées :
• mise en place de capteurs de température en temps réel sur les lignes
• formation des opérateurs aux bonnes pratiques de fabrication
• renforcement des contrôles qualité (échantillonnage aléatoire)
• partenariat avec les fournisseurs pour stabiliser la qualité des matières premières
• création d’un groupe de travail QSE (opérateurs + management)
Résultats obtenus :
• taux de rebut réduit à 2 % en 12 mois
• amélioration de la satisfaction client (zéro réclamation liée à la qualité)
• économie de 500 000 €/an sur les coûts de production
4.3 Expérience
L'expérience du responsable QSE
Le responsable QSE sait s’adapter à tout milieu. Il aspire à séduire son entourage proche. Pour cela il va apprendre et assimiler très vite, grâce à une expérience réussie sur le terrain, les données propres à l’entreprisestructure qui satisfait un besoin (voir aussi ISO/IEC Guide 2, 4.2 et ISO 26 000, 2.12) :
- l’organisation générale
- la stratégie (les grands projets)
- la création et le passé de l’entreprise
- la culture de l’entreprise (valeurs, habitudes, pratiques, langage)
- les processus et leurs interactions (les métiers)
- les produits
- le secteur économique (les concurrents)
- les clients, fournisseurs, partenaires et autres parties prenantes
- les flux de la production
- les technologies et matériaux utilisés
- les résultats atteints et les objectifs à court et long terme
- le système documentaire
- les outils informatiques
Sur place il explique que tout sera fait pour régler la situation. Qu’il est désolé pour ce qui s’est passé. Que cela ne se reproduira plus.
Quand on lui demande quelle est la cause première du problème et le plan d’actions envisagé sa réponse est : « Oh, vous savez, je n’entre pas dans ce type de détails, mais je vous promets que tout cela sera résolu très vite ».
Le marché fut perdu.
Aller, voir et comprendre sur le terrain, toujours vérifier les faits soi-même n’est pas un souhait, c’est un prérequis pour toute entreprise pérenne.
4.4 Connaissances
Les connaissance du responsable QSE
Il n'y a pas de substitut à la connaissance. Edwards Deming
Le responsable QSE a de solides connaissances dans les domaines suivants :
- système de management (QSE, intégré et autres)
- normes concernant les systèmes de management
- principes de la certification
- outils QSE
- exigences légales et réglementaires applicables
- informatique
- langues étrangères. La pratique de la langue anglaise est fortement recommandée. Une deuxième langue étrangère est toujours un plus
- terminologie QSE
Une entreprise de transport logistique émet 2 500 tonnes de CO₂/an et souhaite :
• réduire son empreinte carbone de 30 % en 3 ans
• optimiser ses coûts énergétiques
• anticiper les réglementations environnementales (taxe carbone)
Actions correctives proposées :
• passage à une flotte de véhicules électriques/hybrides
• optimisation des tournées via un logiciel de routage intelligent
• formation des chauffeurs à l’éco-conduite
• installation de panneaux solaires sur les entrepôts
• sensibilisation des clients aux livraisons groupées
Résultats obtenus :
• réduction de 35 % des émissions de CO₂ en 3 ans
• économie de 120 000 €/an sur les coûts énergétiques
• image RSE renforcée (label "Entreprise Engagée pour le Climat")
4.5 Aptitudes
Le responsable QSE "idéal" et ses aptitudes
Le leader est celui qui monte à la cime de l’arbre le plus haut, examine la situation dans son ensemble et crie, " Nous nous trompons de jungle ! ". Stephen Covey
Le responsable QSE « idéal » est une personne qui :
- croit fermement en la nécessité de sa mission (la démarche QSE est un centre de profit)
- pense globalement (approche système)
- n’oublie jamais qu’il est l’ambassadeur du client
- est pragmatique
- est un leader naturel :
- est conscient de ses responsabilités et de son engagement
- fait respecter l’autorité
- montre qu’il est au service du collectif
- est orienté vers les résultats
- va directement à l’essentiel
- sait faire preuve de souplesse
- définit des objectifs cohérents et contribue à leur atteinte
- sait comment gagner la confiance de tous
- partage les moments durs et les joies avec l’équipe
- aime son travail
- suscite une tension créatrice
- est capable d'analyse critique sur le travail effectué et non sur les personnes
- sait enclencher un dialogue sur des idées :
- nouvelles
- extravagantes
- parfois provocatrices
- lance des défis stimulants
- est ouvert à toujours apprendre plus
- croit a priori que l’homme :
- est bon
- est digne de confiance
- souhaite faire de son mieux
- a toujours envie de faire mieux qu’hier (n’est jamais pleinement satisfait de la situation actuelle)
- est sensible aux gaspillages
- sait trouver rapidement des solutions réalistes
- s’efforce de :
- convaincre plutôt que d’imposer
- d’influencer plutôt que de diriger
- préfère sensibiliser à la réflexion (réfléchir sur le pourquoi) que souffler la bonne réponse (expliquer le comment)
- montre comment renverser les barrières entre les services
- consacre suffisamment de temps pour anticiper l’avenir
- ose surprendre
- partage la vision. Explique de façon convaincante :
- le lien entre la finalité du travail individuel, de l’équipe et de l’entreprise
- comment la performance individuelle agit sur la performance globale de l'entreprise
- que le voyage vers l’excellence est notre salut
- est à l’aise avec :
- le contact quotidien sur le terrain
- la motivation des équipes
- le bon comportement au bon moment
- le cycle PDCA
- les outils QSE
- les diagrammes de flux
- l’esprit des normes
- la préparation méticuleuse, la planification réfléchie
- la collecte d'informations
- l’identification des besoins implicites du client
- l’analyse statistique de données et la présentation graphique des tendances
- les mesures, l’analyse des résultats et les actions à entreprendre
- les techniques d’inspections
- l’animation des réunions
- la direction, le personnel, le client
- la volonté de réussir
- la discipline
- la chasse à l’ennui du travail répétitif
- la négociation (chercher un résultat gagnant/gagnant)
- l'observation (bien comprendre avant d’agir)
- l'adaptation à l’innovation
- a une bonne mémoire des :
- termes et définitions
- principes et méthodes
- exigences et contraintes
- faits et idées
Un centre d’appels de 200 salariés fait face à :
• un turnover de 40 % (contre 20 % dans le secteur)
• des arrêts maladie liés au stress (15 % des effectifs)
• une baisse de la qualité de service (satisfaction client à 70 %)
Actions correctives proposées :
• mise en place d’un système de rotation des tâches pour réduire la monotonie
• formation des managers à la prévention des risques psychosociaux (RPS)
• création d’un espace de détente (salle de pause, activités relaxantes)
• réduction des objectifs individuels au profit d’objectifs collectifs
• mise en place d’un numéro vert pour le soutien psychologique
Résultats obtenus :
• turnover réduit à 15 % en 18 mois
• satisfaction client remontée à 90 %
• baisse de 50 % des arrêts maladie liés au stress
4.6 Qualités
Le responsable QSE "idéal" et ses qualités

Quelques axes incontournables comme conditions favorables à la réalisation du personnel sont montrées dans la figure 4-2.
Figure 4-2. Environnement de travail désiré
Un bon dirigeant obtient des hommes ordinaires des choses extraordinaires. Peter Drucker
Le responsable QSE « idéal » possède des qualités comme :
- avoir :
- du bon sens
- le sens du réel
- des idées novatrices
- du charme
- envie :
- d’apprendre toujours plus
- de transmettre ses connaissances
- savoir :
- s'organiser
- organiser et coordonner le travail
- faire du temps un allié
- prendre du recul et réfléchir calmement
- déléguer le travail, une responsabilité
- distribuer le travail (une action, un but, un responsable)
- donner l’exemple, faire et être ce que l’on dit (parler surtout avec ses actions)
- montrer comment éliminer les gaspillages
- susciter l’adhésion et l’enthousiasme pour avancer vers un but commun (proposer des objectifs qui font rêver)
- formaliser et documenter
- animer une équipe, travailler en équipe
- éviter les conflits
- s’appuyer sur les autres
- apprécier, encourager et récompenser le travail des autres
- prendre en compte les remarques du personnel
- évaluer la valeur des propositions
- mesurer la performance
- séparer :
- les faits essentiels des insignifiants
- les causes des effets
- établir un climat de travail harmonieux
- faire disparaître la peur, le stress (revenir à des objectifs réalistes)
- chasser l’anxiété (perfectionner le savoir-faire)
- sourire de temps en temps
- prendre la bonne décision au bon moment et l’appliquer sans retard
- lancer des initiatives
- bien écouter toutes les parties prenantes avec :
- patience
- volonté de comprendre (écoute par empathie)
- respect
- parler clairement
- communiquer :
- en oral et via différents médias
- en interne et en externe
- sur la satisfaction et l’insatisfaction du client
- poser les bonnes questions (avec l’aide de Rudyard Kipling et de ses 6 amis fidèles : « Leurs noms sont Quoi et Pourquoi et Quand et Où et Qui et Comment »)
- convaincre ses interlocuteurs du bien fondé de ses décisions
- argumenter son point de vue (séduire pour convaincre)
- sensibiliser, mobiliser, entrainer le personnel à la démarche QSE
- motiver, inspirer et stimuler le personnel
- dire bravo et merci
- se remettre en cause (« je sers à quoi ? »)
- reconnaître ses erreurs et tirer profit des leçons apprises
- aider et accompagner les initiatives
- suivre toute action engagée
- coordonner tout projet d’amélioration
- trouver l’équilibre entre l’action :
- simple et la perfection
- agile et la rigueur
- immédiate et le long terme
- à petits pas et le grand changement
- régulière et l’inhabituel
- conseiller en restant humble
- expliquer la finalité, la politique, les objectifs, les démarches, les outils
- rassurer la direction, le personnel et le client
- simplifier les problèmes et les solutions
- former les membres de son équipe et le personnel
- appliquer des méthodes, principes et idées
- impliquer les fournisseurs
- conduire le changement
- dire non, résister à la pression, user son droit de veto
- détecter les signes avant-coureurs (signaux faibles) d’une situation inédite
- anticiper les problèmes
- gérer avec calme l’imprévu
- répondre aux situations d’urgence avec une maîtrise de soi
- maîtriser les risques
- être :
- rigoureux (cycle PDCA)
- modeste
- ambitieux, mais réaliste
- tolérant, accepter et respecter son interlocuteur
- curieux
- source :
- de proposition
- d’inspiration
- de progrès
- de changement
- tourné vers l’action, dynamique
- réactif, agile
- objectif, impartial
- complice des équipes sur le terrain
- accessible et disponible
- persévérant (toujours aller au bout sans lâcher prise)
- patient, mais pas trop
- motivé, passionné, enthousiaste
- fédérateur
- fiable
- bienveillant, mais pas naïf
- équilibré
- pédagogue face à la résistance au changement
- privilégier :
- la sécurité
- la prévention
- la bonne humeur
- la logique
- la simplicité
- la diplomatie
- l'impartialité
- l'honnêteté
- l'empathie
- l'observation minutieuse
- l’écriture précise
- le travail standardisé
- l’analyse approfondie
- la satisfaction du client et non de la direction
- le retour d’information basé sur des faits et non sur des opinions
- la ténacité
- l’autonomie
- la discrétion
- la sérénité
- l’amélioration du système et non l’évaluation pécuniaire de la performance
Un directeur production pensait que livrer à temps coûte que coûte est une priorité absolue.
Il devait livrer des pièces pour un client important. N’ayant pas reçu de pâte à braser dans les délais planifiés il donna l’ordre d’utiliser une pâte à braser périmée. La livraison fut effectuée à temps. Le client, après quelques tests, retourna le lot entier comme non conforme. La sanction financière fut énorme. Ce fut, quelques semaines plus tard, l’une des causes de la liquidation de l’entreprise.
Le directeur production a caché sa décision de dérogation au client et à son responsable qualité. La pâte à braser périmée devait être détruite dès que la date de péremption était dépassée. Deux dysfonctionnements fatals.
Un test de présence d'esprit se trouve dans l'annexe 08. 
Pièges à éviter : 
- distribuer des conseils ou opinions
- négliger le terrain au profit de son bureau
- avoir peur de sortir de sa zone de confort
- dire « je vais faire… »
- utiliser des termes avec significations ambiguës ou incompréhensibles pour le personnel
- exagérer certains faits
- se comporter en gendarme
- être perçu comme une contrainte
- adresser des reproches injustifiés
- faire une promesse et ne pas la tenir
- montrer que l’on se sent plus intelligent (ou compétent) que son interlocuteur
- ne pas accepter ce que le client a observé
- se faire attendre
- être difficilement accessible
- élever la voix
- manifester de l’ironie
- ne pas dire bonjour
- terminer brutalement un entretien
.jpg) Minute de détente. Jeu : Compétence du responsable QSE
Minute de détente. Jeu : Compétence du responsable QSE
Savoir choisir ses priorités demande beaucoup d’efforts et de doigté sur la perception individuelle de sa mission. La figure 4-3 montre les activités classées en 4 sections.
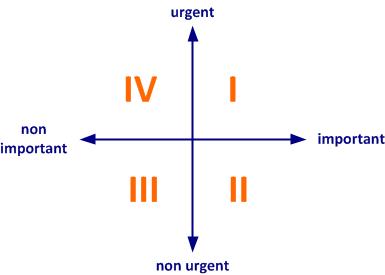
Figure 4-3. Priorité des activités
Les activités urgentes et importantes (section I) incluent par exemple :
- situation de crise
- gestion des risques
- retours clients
- traitement des non-conformités
Les activités importantes et non urgentes (section II) incluent par exemple :
- implication du personnel
- maîtrise de la prévention des risques
- chasse aux gaspillages
- application des démarches et outils QSE
- éducation personnelle
- amélioration du SMI
Les activités non urgentes et non importantes (section III) incluent par exemple :
- discussions sans fin (comme le paradoxe de l'œuf et de la poule)
- amélioration de la forme des procédures et autres documents
- réunions longues et inutiles
- certains appels téléphoniques
- rapports mensuels et trimestriels
- certains courriels et courriers (devis, projets futurs)
Les activités urgentes et non importantes (section IV) incluent par exemple :
- certains appels téléphoniques
- réunions trop fréquentes
- rapports que des personnes d’autres services devraient faire
- certains courriels et courriers
Le but du jeu est de gérer son temps en donnant une forte priorité aux activités de la section II surtout au détriment des activités des sections III et IV.
Une usine de ciment émet 50 000 tonnes de CO₂ par an et doit se conformer aux nouvelles réglementations environnementales (taxe carbone, accord de Paris). L’objectif est de réduire les émissions de 20% en 2 ans. Problématiques identifiées :
• consommation élevée d’énergie fossile (charbon pour les fours)
• manque de recyclage des déchets (pneus, boues)
• absence de suivi en temps réel des émissions
Actions correctives proposées :
• remplacement partiel du charbon par des combustibles alternatifs (biomasse, déchets recyclés)
• optimisation des fours (meilleure isolation, récupération de chaleur)
• mise en place d’un système de monitoring des émissions (capteurs + logiciel)
• formation des employés aux éco-gestes (extinction des équipements inutiles)
• partenariat avec une entreprise de recyclage pour valoriser les déchets
Résultats obtenus :
• réduction des émissions de 25 % (objectif dépassé)
• économie de 1,2 m€/an sur les coûts énergétiques
• certification ISO 14001 obtenue
.gif) Minute de détente. Cf. blague "L'enfer est-il exothermique ou endothermique ?"
Minute de détente. Cf. blague "L'enfer est-il exothermique ou endothermique ?"
Le reste de la formation F 62 Responsable QSE est accessible sur cette page.